

What is Ozone ?
Most people have heard of ozone thanks to media coverage about pollution and the ozone layer. But for many, that is where their knowledge ends. The first thing you should tell a homeowner is that ozone is nothing more than O3—three oxygen atoms bound together.
That extra oxygen atom wants to hook up with other material, like unwanted microorganisms in water filtration systems. For the purpose of disinfecting water, ozone comes in contact with contaminants and pathogens that can damage equipment and get in the water supply. The extra oxygen atom oxidizes the contaminant and the O3 becomes O2—just plain old oxygen.

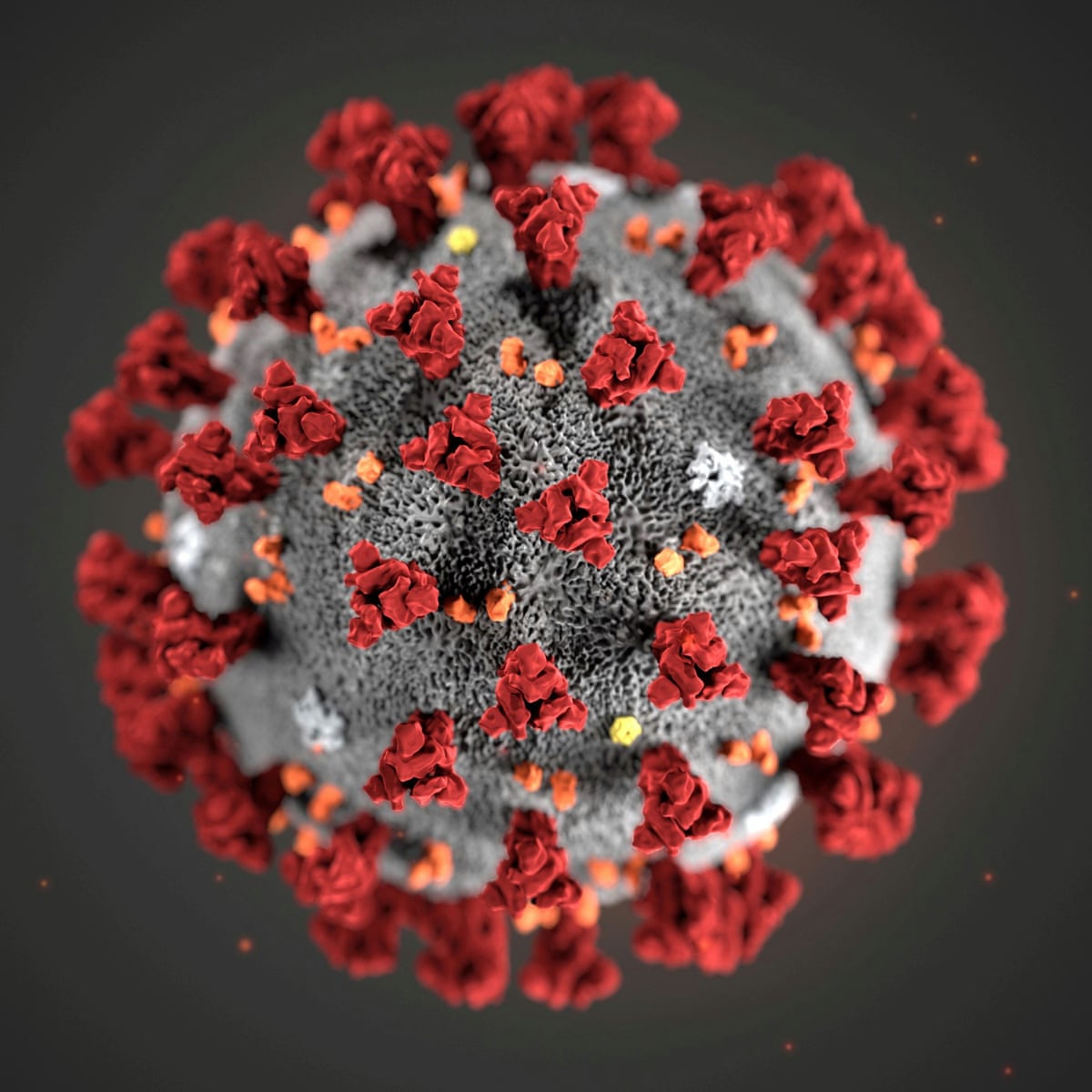
Does Ozone kill viruses ?
It was shown that after 30 seconds of in vitro direct exposure to ozone, 99 percent of the viruses are inactivated. Although this evidence is of considerable importance, outside of the laboratory models, there are various parameters that influence the time required to obtain the same result. First of all, it was seen that the inactivation of 99% of viruses by ozonation requires its spread at concentrations higher than those necessary for the bacteria. A longer exposure time, about 30 minutes, is necessary for the treatment of the surfaces of the environment (surface viruses), while for any viral particles suspended in the air (airborne viruses) 8-10 minutes are enough to remove 99.9% of them. Viruses in water are more susceptible to ozone inactivation and short contact time, about 1 min or little more, are sufficient to inactivate 99% of them.


How To Prepare For Reopening Your Pool Facility

Does Chlorine kill COVID ?


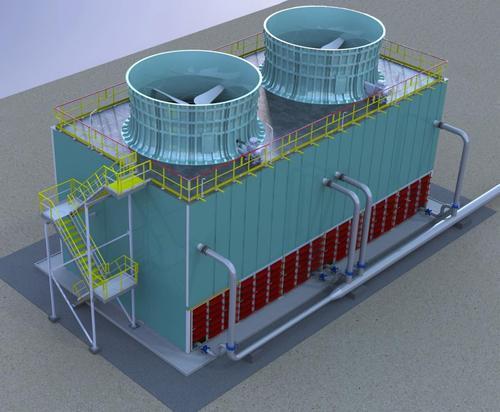
How does a cooling tower work ?
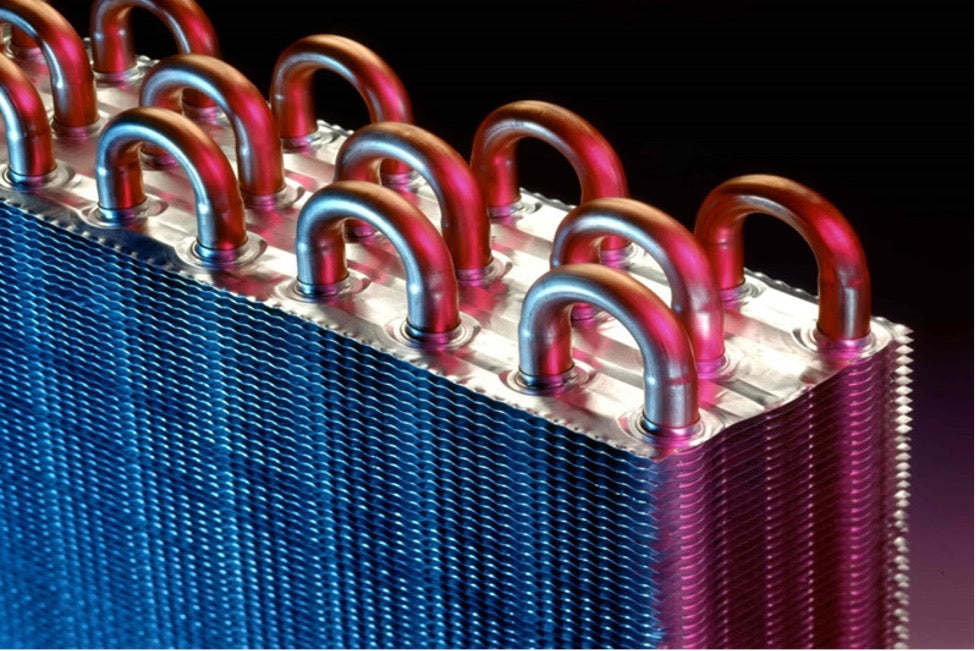

What is a heat exchanger?

Free Chlorine and DPD test!


Boiling point of water


How does a cooling tower work ?

How does the cooling tower startup work?


Kemio help assure correct disinfection for food, beverage and containers.
Kemio™ is the next generation measurement platform, delivering the validation you need from a method you can trust. Kemio™ Disinfection enables expert disinfection validation, using an EPA approved method.
- Chlorine, Chlorine Dioxide, Chlorite and PAA (Peracetic acid) testing on one instrument
- Get clear pass/fail results for confident decision making
- Prompt immediate action, generating test results on site in 60 seconds
- A truly simple test method, Kemio requires no user training.
- Automatically stores all results for a complete, auditable dataset
- Suitable for all sample types, Kemio is not affected by colour, turbidity, floating particles or ambient light


