Bringing color to water treatment
Lakewood NexSys brings industrial grade control technology to the industrial water treatment industry. It not only provides colorful screens but a fully functional touch screen that shows menus designed for humans. It can also connect to your network without any special interface of software.


How can a cooling tower spread Legionnaires' Disease?
It really should be one of the happiest, most carefree destinations on the planet; however perennial family favourite, Disneyland, found itself at the epicentre of an outbreak of Legionnaire’s disease just before Christmas, as you might have read elsewhere. As well as being an obvious PR disaster for the globally-renown resort behemoth, any possible risk presented by the presence of the potentially deadly respiratory infection could spell more far-reaching bad news for those directly affected by an episode.


Brewing up success!
Amperometric methods are traditionally the domain of large laboratory instrumentation which require high levels of user care and maintenance of the electrodes, both of which have been overcome with the ChlordioX Plus, in an instrument a fraction of the size and a fraction of the capital investment.
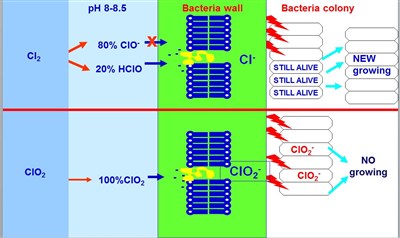

Chlorine vs. Chlorine Dioxide different features against biofilm growth
Biofouling growth may be partly prevented during the design phase, by using suitable materials (i.e. copper, AISI 316 stainless steel or treatment of the surfaces with special polymers) and by dimensioning the pipes in such a way as to obtain a flow rate (> 1 m/s) which will hinder adhesion of the organisms and to avoid stagnant points as much as possible.




Sulfites for Oxygen Control
The sulfite/oxygen reaction is known to be inhibited by some alcohols, phenols, amines, and thiosulfate. Other contaminants or organic treatment chemical such as corrosion inhibitors, scale inhibitors, and biocides may also slow down reaction time. A slow reaction can present a problem at early phases in a system and require the use of catalysts or feeding techniques that provide maximum time for the reaction to occur. The reaction rate for sulfite appears to be the fastest of all of the scavengers, followed by erythorbic acid and DEHA. Slower rates, in general, have been reported for hydroquinone, carbohydrazide, and hydrazine.












