

How To Prepare For Reopening Your Pool Facility
Effective testing and management of your pool facility can ensure that the water remains safe for pool users. Management of external facilities is also critical, with guidance on this provided in the final section of this article, see Maintaining safety in pool and leisure facilities after COVID-19.

Does Chlorine kill COVID ?
The amount of chlorine in the water needs to be properly maintained in order for its disinfectant qualities to be effective. This is why lifeguards and pool managers test chlorine and pH levels throughout the day and make adjustments as needed.


Do water softeners remove chlorine?
When oxidizing agents—such as chlorine, chlorine dioxide, chloramine, and ozone—come into contact with both cation and anion resins under certain conditions, they can damage the resins, leading to capacity loss and inhibited performance. When present in a feed stream, oxidants degrade IX resin polymers, causing them to deform and compact over time. This compaction obstructs the flow of liquids through the resin bed, which can compromise the overall effectiveness of the IX unit, and lead to inconsistent effluent quality due to channeling in the resin bed.

Free Chlorine and DPD test!
The free chlorine DPD method immediately measures free chlorine residual—hypochlorous acid (HOCl) and hypochlorite ion (OCl– )—in water samples. If only combined chloramine— monochloramine (NH2 Cl)—is present, interference will occur and increase within seconds to minutes when free DPD reagents are used.




Peracetic acid - the new hero in hospitals
Unlike bleach (sodium hypochlorite), it does not linger on surfaces. PAA components are completely biodegradable to its base elements of hydrogen peroxide and acetic acid. In comparison to bleach, which requires rinsing after use, PAA does not need to be rinsed off surfaces. When used correctly, it can be used to sanitize surfaces, vessels, closed systems and equipment safely, ensuring surfaces remain sanitized until required.


Kemio help assure correct disinfection for food, beverage and containers.
Kemio™ is the next generation measurement platform, delivering the validation you need from a method you can trust. Kemio™ Disinfection enables expert disinfection validation, using an EPA approved method.
- Chlorine, Chlorine Dioxide, Chlorite and PAA (Peracetic acid) testing on one instrument
- Get clear pass/fail results for confident decision making
- Prompt immediate action, generating test results on site in 60 seconds
- A truly simple test method, Kemio requires no user training.
- Automatically stores all results for a complete, auditable dataset
- Suitable for all sample types, Kemio is not affected by colour, turbidity, floating particles or ambient light




Kemio, the best instrument for disinfection monitoring!
Repeatable, reliable results Kemio reduces complexity and subjectivity for the user, minimizing chances for error, and delivering repeatable results for any operator. Multiparameter testing platform Kemio can test for free chlorine, total chlorine, chlorine dioxide, chlorite and peracetic acid (PAA), with new sensors added to the same device. Kemio also allows for simultaneous measurement of free and total chorine.


How can a cooling tower spread Legionnaires' Disease?
It really should be one of the happiest, most carefree destinations on the planet; however perennial family favourite, Disneyland, found itself at the epicentre of an outbreak of Legionnaire’s disease just before Christmas, as you might have read elsewhere. As well as being an obvious PR disaster for the globally-renown resort behemoth, any possible risk presented by the presence of the potentially deadly respiratory infection could spell more far-reaching bad news for those directly affected by an episode.


Brewing up success!
Amperometric methods are traditionally the domain of large laboratory instrumentation which require high levels of user care and maintenance of the electrodes, both of which have been overcome with the ChlordioX Plus, in an instrument a fraction of the size and a fraction of the capital investment.
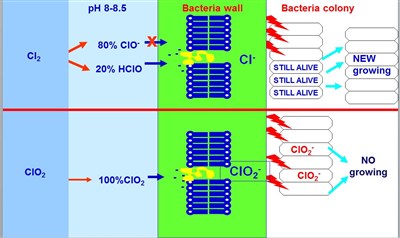

Chlorine vs. Chlorine Dioxide different features against biofilm growth
Biofouling growth may be partly prevented during the design phase, by using suitable materials (i.e. copper, AISI 316 stainless steel or treatment of the surfaces with special polymers) and by dimensioning the pipes in such a way as to obtain a flow rate (> 1 m/s) which will hinder adhesion of the organisms and to avoid stagnant points as much as possible.
