

Avoid this issues when starting a cooling tower
Conductivity controllers are critical devices in cooling tower systems, but they can develop issues when the tower has been dry for several months.


How does a cooling tower work ?
warm effluent from the plant heat exchangers enters the tower and is sprayed over the cooling tower fill. Air enters the lower portion of the tower and contacts the water in a counter-current manner to help maximize heat transfer. The cooled water collects in a sump for return to the heat exchangers, while the warm air exhaust vents to the atmosphere.


How does a cooling tower work ?
Common applications include cooling the circulating water used in oil refineries, petrochemical and other chemical plants, thermal power stations, nuclear power stations and HVAC systems for cooling buildings. The classification is based on the type of air induction into the tower: the main types of cooling towers are natural draft and induced draft cooling towers.

How does the cooling tower startup work?
The primary goal of effective water treatment is to provide and maintain clean heat transfer, piping, and other water contact surfaces. Even before cooling tower start-up, surfaces are exposed to the elements of air and water, and that has an impact on four main areas:

Optimization of cooling towers
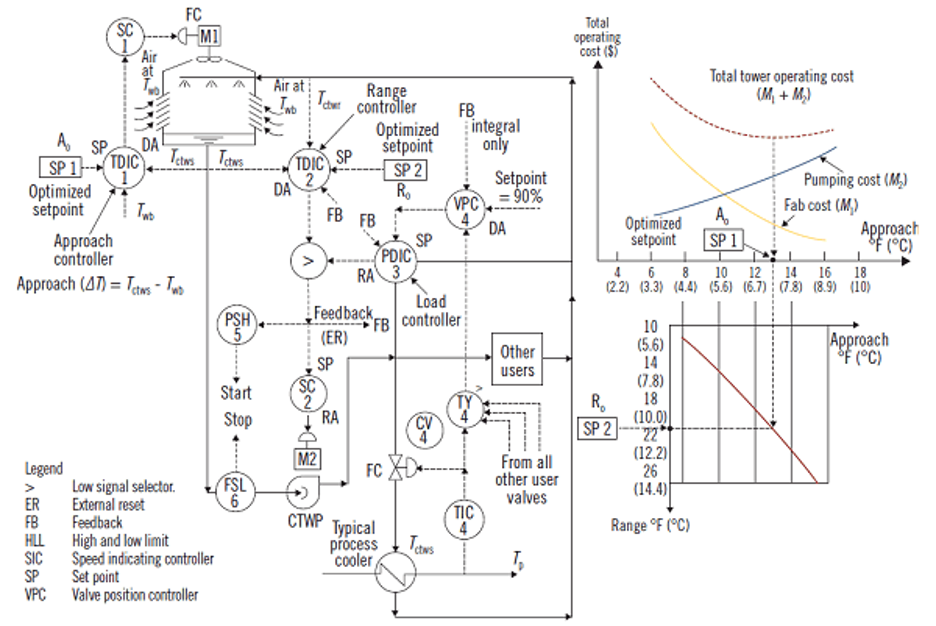
The load on a cooling tower depends on the flow and temperature of the water returning from the process. The controlled variable is the temperature of the cooling water that is sent back to the process and the manipulated variable is the air flow through the tower, which can be changed either by adjusting the speed of variable-speed fans or by starting and stopping a number of constant-speed fans.


Bringing color to water treatment
Lakewood NexSys brings industrial grade control technology to the industrial water treatment industry. It not only provides colorful screens but a fully functional touch screen that shows menus designed for humans. It can also connect to your network without any special interface of software.


How can a cooling tower spread Legionnaires' Disease?
It really should be one of the happiest, most carefree destinations on the planet; however perennial family favourite, Disneyland, found itself at the epicentre of an outbreak of Legionnaire’s disease just before Christmas, as you might have read elsewhere. As well as being an obvious PR disaster for the globally-renown resort behemoth, any possible risk presented by the presence of the potentially deadly respiratory infection could spell more far-reaching bad news for those directly affected by an episode.








